Sugimat diseña, fabrica e instala calderas industriales de aceite de térmico así como, plantas completas desde hace más de 40 años.
Con referencias en más de 28 países, Sugimat es un referente internacional en calderas de aceite térmico con biomasa.
Las calderas de aceite térmico con biomasa fabricadas por Sugimat cumplen los más estrictos estándares de calidad. Estos, se encuentran integrados en la fabricación realizada en nuestros talleres de Valencia.
En Sugimat, estamos tan seguros de la calidad de nuestras calderas que ofrecemos una garantía de 10 años sobre los cuerpos a presión (consultar condiciones).
Diseño
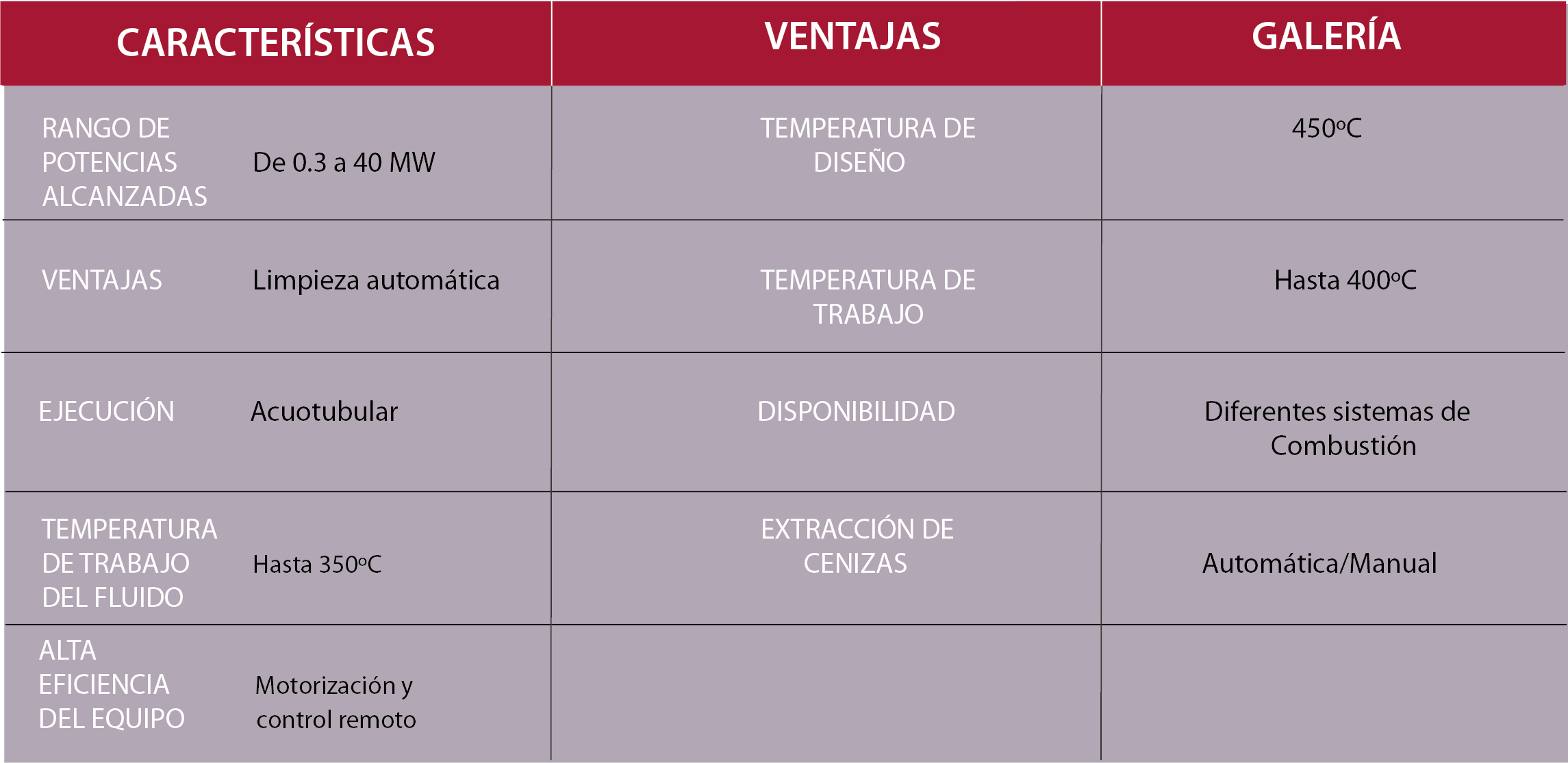
Este tipo de calderas se diseñan expresamente teniendo en cuenta las características de la biomasa que va a combustionarse. Estas pueden incluir:
Aplicaciones
Nuestras calderas pueden adaptarse a distintas tecnologías de combustión de biomasa como son:
El diseño de una caldera de aceite térmico de biomasa está directamente relacionado con el tipo de combustible del que se va a alimentar.
Las calderas de aceite térmico de biomasa pueden consumir combustibles como:
Ver caso de éxito: Ebaki XXI